
技術コラム
各材料の切削加工性について解説

材料(被削材)の種類と特性
削る対象の材料を被削材(ひさくざい)と言います。今回は、切削加工をしている材料の中でも代表的な材料について、その特徴と切削加工性についてご紹介します。
被削材を知ることで、どのように攻略すれば良いのかが見えてくるのです。
まず、材料の紹介に入る前に「切削し易い材料」と「切削しにくい材料」の特徴を解説していきます。
・切削し易い材料
①切削温度が高くない。 ⇒刃先の温度が低い
②切粉が繋がらず切れてくれる。⇒粒の切粉が出やすい。
③工具との親和性(仲良くなり易い性質)が低い。
・切削しにくい材料
①切削温度が高い。 ⇒高い温度は工具にも負担大!工具寿命が短くなる。
②切粉が繋がる。 ⇒切粉が工具に絡んで工具損傷を起こしたり、切削油がかからない。
③工具との親和性が高い。 ⇒工具との溶着が起き易く、工具欠損の原因となる。
④加工硬化を起こす。 ⇒硬い材料は工具を負かし、工具摩耗の原因となる。
次に、各材料について、解説していきます。
材料について
■ステンレス
ステイン(さび)+レス(にくい) つまり錆びにくい材料です。
鉄を主成分として、ニッケルやクロムといった素材を混ぜた合金です。
大きくオーステナイト系、フェライト系、マルテンサイト系、析出硬化系に分かれます。
・オーステナイト系 ・・・・錆びにくく、延びやすい、約60%を占める
SUS303、SUS304、SUS316など
・フェライト系 ・・・・比較的錆びやすく、磁性を持っている。塩素に強い
SUS430など
・マルテンサイト系 ・・・・焼入れ硬化をして使用される。SUS416は削り易い材料
SUS416、SUS440C、SUS420J2など
・析出硬化系 ・・・・析出硬化熱処理により硬化させる事ができるステンレス
SUS630
ステンレスの成分に硫黄(S)やセレン(Se)などを成分に加えると
金属組織が分断しやすくなり切削性が向上する。

■鉄系材料
鉄系材料は比較的安価で、耐食性を問わない部品に多く使用されています。
鋼種も豊富にあるが、佐渡精密で良く削られる材料が下記です。

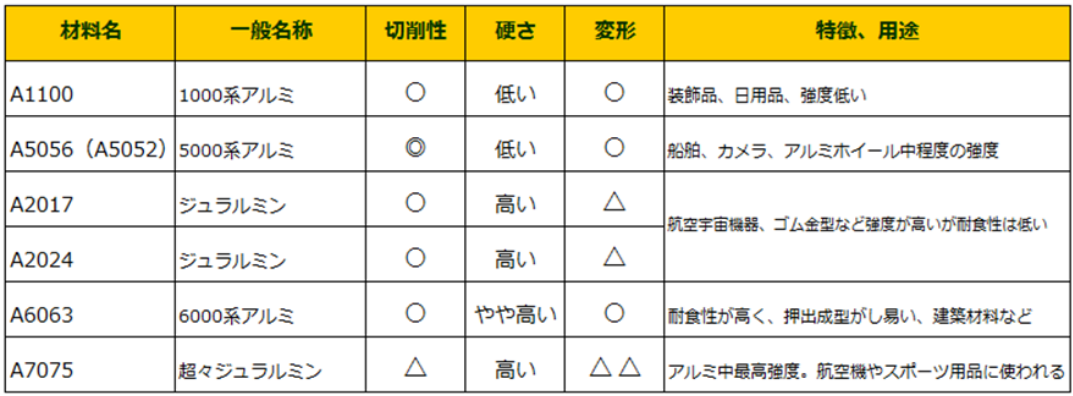
■アルミニウム
軽量で鉄の1/3の重さ。切削性は比較的よいが、材質別に特徴があります。
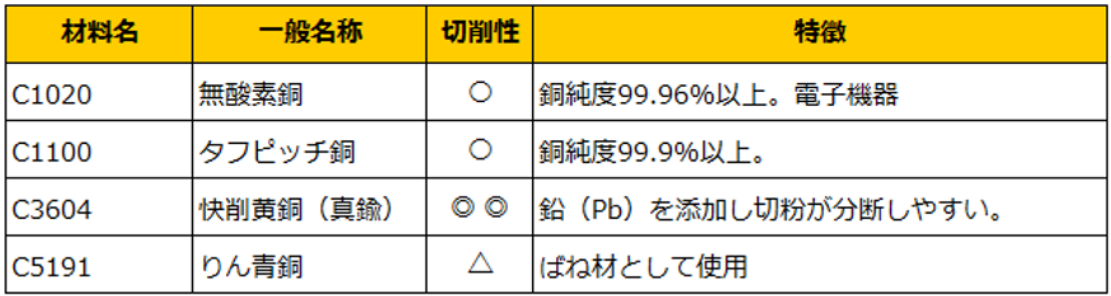
■銅合金
銅合金は導電性や熱伝導性の特徴を活かし利用されています。
他の金属と融和しやすく合金も作り易いのが特徴です。
■その他の材質
チタン合金 :医療用インプラントや航空機材料としても使用されています。
鉄の半分の重さで、強度があり、耐食性にも優れています。
熱伝導率が低く、ねばっこく、親和性が高いため難削材ですが
当社は比較的得意としている材料。
インコネル :超耐熱合金でニッケルが主成分の材料。名前の通り高温でも
強度の落ちない材料で、航空機エンジンなどの過酷な環境で
使われています。高温強度が高いことから切削が困難で、
親和性も高いため超難削材のひとつ。
15-5PH:航空機の降着装置の強度部材として使われる析出硬化系ステンレス。
硬度が高いため、発生する切削熱が高くなり工具消耗しやすく
難削材のひとつ。
まとめ
このように被削材質によって切削加工性が異なるため、部品の仕様や用途に合わせた材質を選定する必要があります。精密金属加工VA/VE技術ナビを運用する佐渡精密株式会社では、お客様のご要望に合わせた最適な材質・加工法をご提案致します。試作・開発から量産まで対応いたしますので、ぜひ一度ご相談下さい。
関連記事
-

LFV(低周波振動切削)技術とは?特徴や機能についてご紹介します!
LFVとは LFVとは、Low-frequency(低周波)Vibration(振動)の略称であり、LFV(低周波振動切削)技術は、シチズン独自の制御技術を用いて切削中に“空振り”時間を設けることにより、切りくずを細か…
- 基礎知識
- 加工技術
-
はすば歯車(ヘリカルギア)とは?特徴や用途について解説!
はすば歯車(ヘリカルギア)とは はすば歯車は英語でヘリカルギアといいます。 歯車としてよくイメージされる平歯車(スパーギア)は歯スジがまっすぐになっているのに対し、はすば歯車はらせん状の歯スジになっており、斜めに歯が…
- 基礎知識
- 設計
-
CAD/CAMのケーススタディと作業手順をご紹介します!
佐渡精密で使用しているCAD・CAM CAD・CAMには多種多様なソフトがありますが、今回は弊社が使用しているものを紹介します。 >>CAD・CAMの基礎知識についてはコチラ …
- 基礎知識
- 設計