
技術コラム
ガンドリル加工とは?4つの特徴を解説!
発行日:2022年1月31日
ガンドリル加工とは?
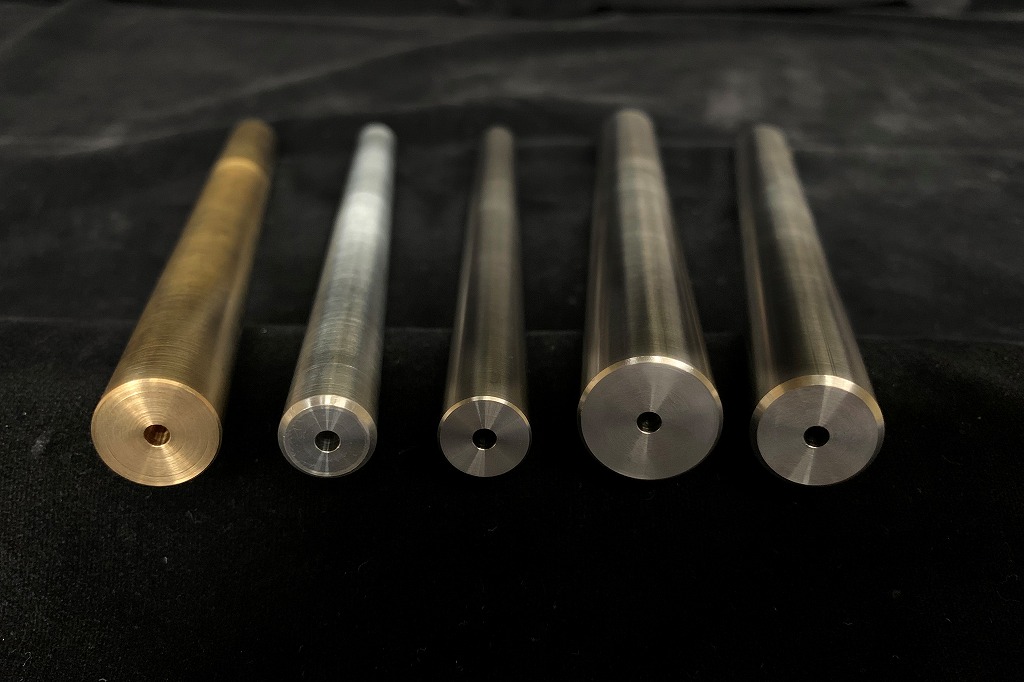
ガンドリル加工とは、金属に深い穴を開ける加工のことを指します。ガンドリル加工はヨーロッパ発祥であり、拳銃や猟銃(gun)の銃口を開ける際に使われていたことから、ガンドリル加工と呼ばれています。ガンドリル加工のことを深穴加工と呼ぶことも有りますが、深穴加工とは穴の直径に対し、5倍以上の深さの穴を開ける加工のことを指します。
加工条件に左右されますが、当社の保有設備であれば
最大穴径:φ1.5~φ5
最大素材径:φ4~φ32
最大深度:~300mm
上記の範囲で深穴加工を行うことが可能となっております。
また、ガンドリル加工を行うためには専用のガンドリル加工機が必要となります。マシニングセンタ等を用いてガンドリル加工を行うと、
・穴の深さの影響でドリルが折れてしまう
・穴が途中で曲がってしまう
・切屑が穴の中に溜まり、内径を傷つけてしまう
上記を始めとするトラブルが発生してしまうため、十分な加工を行うことができません。したがって、ガンドリル加工を行うためにはガンドリル加工専用の機械であるガンドリル加工機を用いる必要があります。
ガンドリル加工機には深穴加工用の特殊なドリルが取り付けられており、その性能としては、「刃先に開いている穴からクーラントを供給し、V型の溝を通して切屑を安定的に排出させる」といったものです。これによって切屑が内径を傷つけることがなく、高精度の深穴加工を行うことを可能としています。
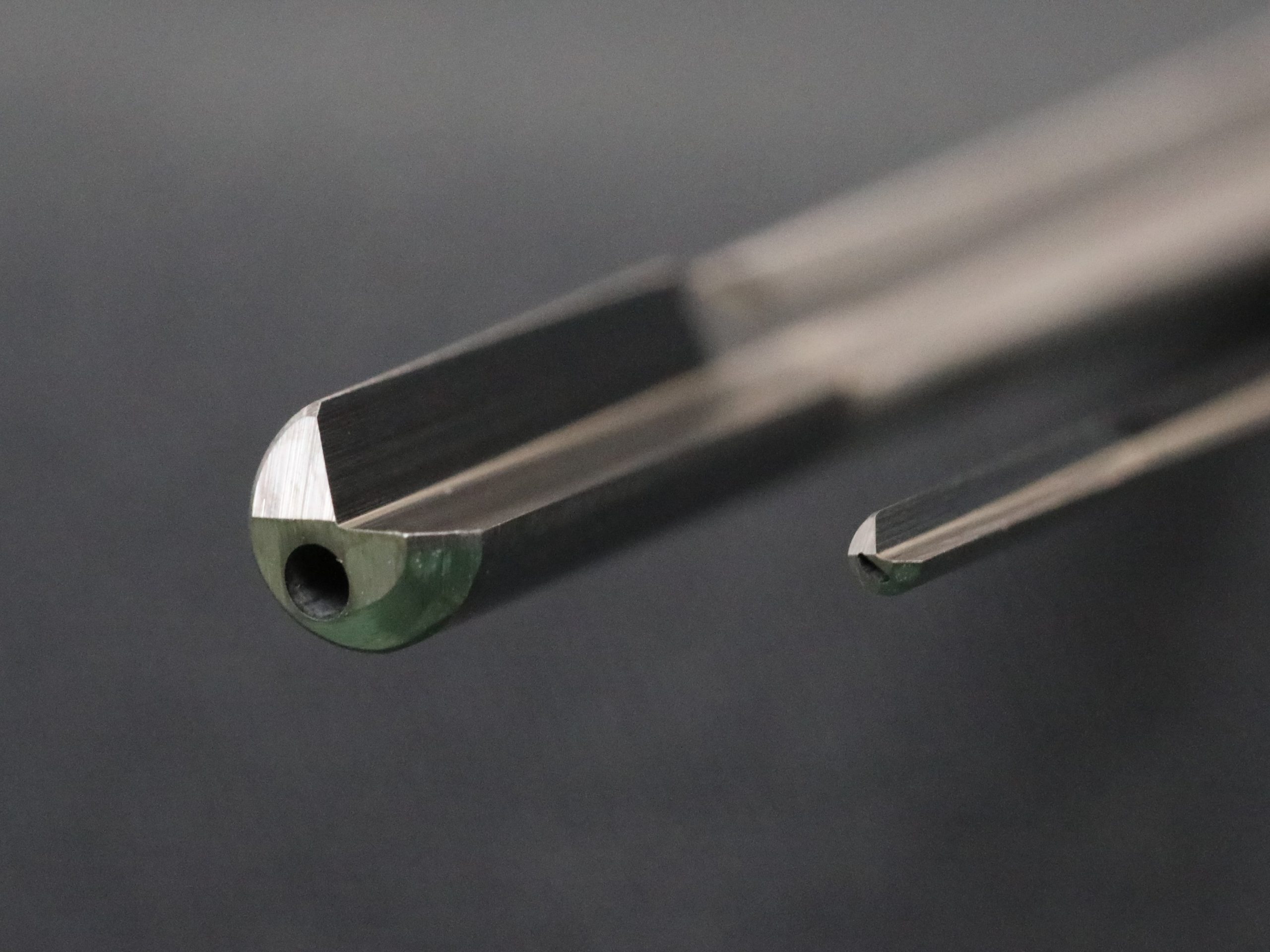
ガンドリル加工に使用されるドリル
ガンドリル加工の特徴
ガンドリル加工には他の加工方法より優れた点がいくつかあります。その一部についてご紹介します。
高精度深穴加工
前述の通り、ガンドリル加工はドリル内部からクーラントを供給し、切屑をドリルのV溝を通して排出させるため、切屑が穴の内部に溜まることがありません。これにより、切屑が穴の内部を傷つけることを防ぎ、高精度の深穴加工を実現することが可能です。
ドリルの再研磨が容易
ガンドリル加工に用いられるドリルには専用の研磨機が用いられ、安全かつ容易に再研磨を行うことができます。そのため、ドリルが長寿命化し、ランニングコストを抑えることができるため、マシニングセンタ等で深穴加工を施すよりも低コストに加工を行うことが可能です。
φ1.6~φ5の小径穴の加工が可能
冒頭でも述べた通り、ガンドリル加工ではφ1.6~φ5の小径穴の加工が可能となっております。加工条件により加工径は多少左右されますが、他の機械では加工が難しい”細穴”を開けることができます。
直進性に優れる
ガンドリル加工は、加工する穴の深さにもよりますが、直進性に優れている加工方法です。
ガンドリル加工のアスペクト比について
一般的に深穴を表す数値としてアスペクト比が用いられます。アスペクト比の計算式としては下記の通りとなっております。
アスペクト比 = 深さ(mm) ÷ 穴径(mm)
アスペクト比が大きければ大きいほど深穴であると言え、この数値は加工会社の保有設備や技術力によって異なります。一般的なアスペクト比としては30ほどとなっておりますが、
当社のアスペクト比は最大70まで可能となっております。
ガンドリル加工のことなら精密金属加工VA/VE技術ナビにお任せください!
今回はガンドリル加工について説明しました。深穴加工に優れた加工方法であり、当社では、チタン、ステンレス、アルミなどの素材の加工が可能となっております。
精密金属加工VA/VE技術ナビを運営する佐渡精密株式会社は、航空宇宙産業における品質マネジメントシステムのJIS規格であるJIS Q 9100を取得しております。加えて、ISO9001、エコアクション21などの規格を認証取得しております。
当社は1970年の創業以来、切削加工を中心に、表面処理、熱処理・研削・組立などを加えた精密金属加工のプロフェッショナルとして、様々な精密金属加工を行ってきました。そのお取引先は、医療機器、半導体製造装置、航空機などの、高度な技術レベルを求められる業界のお客様が多く、皆様には大変、ご満足いただいたとの声をいただいております。
近年では、長年蓄積してきた精密金属加工や部品組立の知識を活用して、多くのお客様に品質を維持しながらコストダウンを行うVA/VEのご提案も行っております。
医療機器の部品製作や細穴加工にお困りの方は、精密金属加工VA/VE技術ナビまでお問い合わせください!
関連記事
-

【図表で解説】切削加工における加工硬化とは
発行日:2026年1月27日 切削加工において加工硬化を正しく理解する重要性 切削加工の現場では、「工具寿命が極端に短い」「条件を変えても工具寿命が改善しない」「仕上げ面が安定しない」といった悩みが日常的に発生します。…
- 基礎知識
- 加工技術
-
公差の基礎を解説!ものづくりの“ちょうどよさ”を考える
発行日:2025年11月21日 公差とは ものづくりの現場では、「図面どおりに作る」ことが基本です。しかし実際には、温度変化や工具の摩耗、機械の精度、作業環境などの様々な影響で、寸法を完全に一致させることは不可能です。…
- 基礎知識
- コストダウン
- 設計
-

鉄と鋼(はがね)のちがいって?特徴や材料規格について解説!
発行日:2025年10月24日 鉄と鋼(はがね)のちがい 「鉄」と「鋼(はがね)」という言葉はよく耳にしますが、「鉄と鋼って同じじゃないの?」と思ったことはありませんか? 実は、この二つにははっきりとした違いがあります…
- 基礎知識
- 材料・材質