
技術コラム
【図表で解説】表面粗さについて
発行日:2023年5月24日
表面粗さとは
表面粗さは面の状態を表す指標です。機械加工でできる表面は細かい凹凸により作られており、この高さで表面の手触りや外観、機能が変わります。これを”表面性状”といいます。
そして、細かい凹凸を数値として表しているのが”表面粗さ”です。表面粗さの数値は一般的にμmを用い、小さいほど滑らかな面になります。
表面粗さとうねり
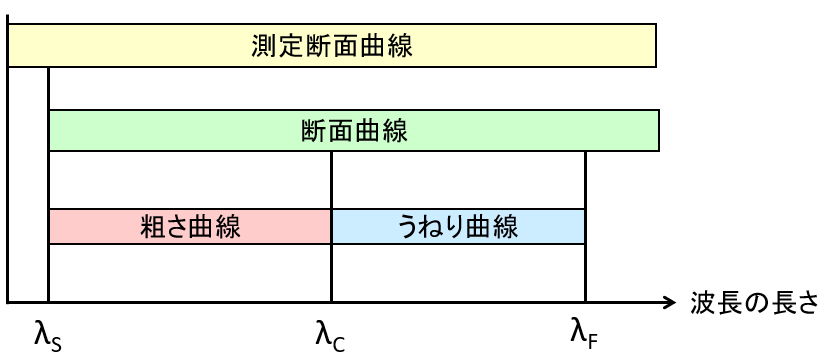
測定機で表面を測定してみると極端に短かったり、長い波長の形状があり、様々な凹凸から表面が出来ていることが分かります。測定から得られる曲線のことを”測定断面曲線”といいます。
この”測定断面曲線”からノイズなどの極端に短い波長の形状を取り除いたものを”断面曲線”といいます。どのくらい短い波長を取り除くかはカットオフ値「λS(ラムダエス)」の値で決まります。
λS=2.5μmなら2.5μm以下の短い波長の形状は無視した”断面曲線”が得られます。
”断面曲線”に対してもう一つのカットオフ値λCを設定することで”うねり曲線”と”粗さ曲線“を得る事ができます。
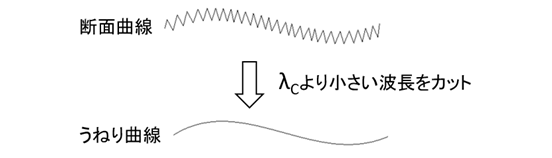
うねりとは、反りなどの表面のゆるやか凹凸形状のことです。”断面曲線”からλCの値よりも小さな波長の形状をカットすると”うねり曲線”を取り出すことができます。長すぎる波長の形状を取り除く場合もあり、その値はカットオフ値λfで設定します。
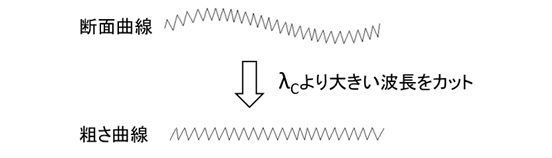
表面粗さを評価する場合は、”断面曲線”からλCの値よりも大きな波長の形状を取り除いた”粗さ曲線“を用います。
それぞれの曲線の境は下図のようになります。
表面粗さの種類
表面粗さは表面性状のRaなどのパラメーターの後に数値を入れる表記になっています。
面性状のパラメーターはいくつもありますが切削加工ではRaとRzがよく使われます。
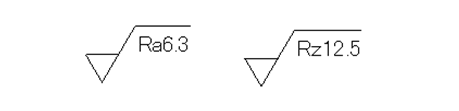
RaとRzの図面上の表記例
算術平均粗さ(Ra)
算術平均粗さ(Ra)は粗さ曲線から、その平均線の方向に基準長さだけ抜き取り、この部分の平均線からの偏差を合計し平均をとった値になります。平均値であり、突発的で少数の大きい凹凸の影響を非常に小さくできるため、値が安定します。そのため部品全体の表面粗さ指示など頻繁に使われます。
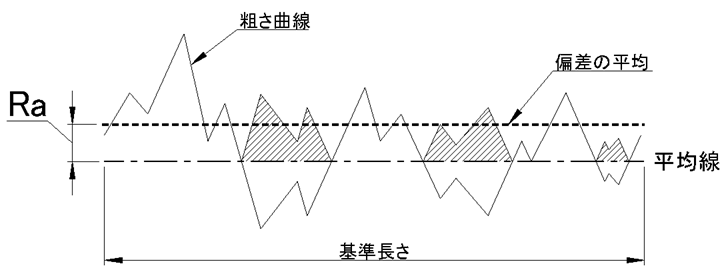
算術平均粗さ(Ra)のイメージ図
最大高さ(Rz)
最大高さ(Rz)は粗さ曲線から、その平均線の方向に基準長さだけ抜き取り、凸の最大高さと凹の最大深さを合計したものです。この評価方法では、僅かでも凹凸があると問題になる気密面や摺動面のような箇所に指示される評価方法です。
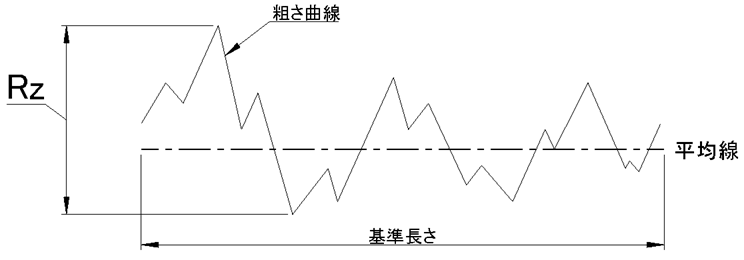
最大高さ(Rz)のイメージ図
上記の他にも、古い図面では旧JISの仕上げ記号もよく見られます。仕上げ記号は▽を1~4つ並べた記号で、▽の数が多いほど表面はなめらかになります。
この仕上げ記号とRa、Rzの値は以下の表のような関係になり、加工の種類の目安にもなります。
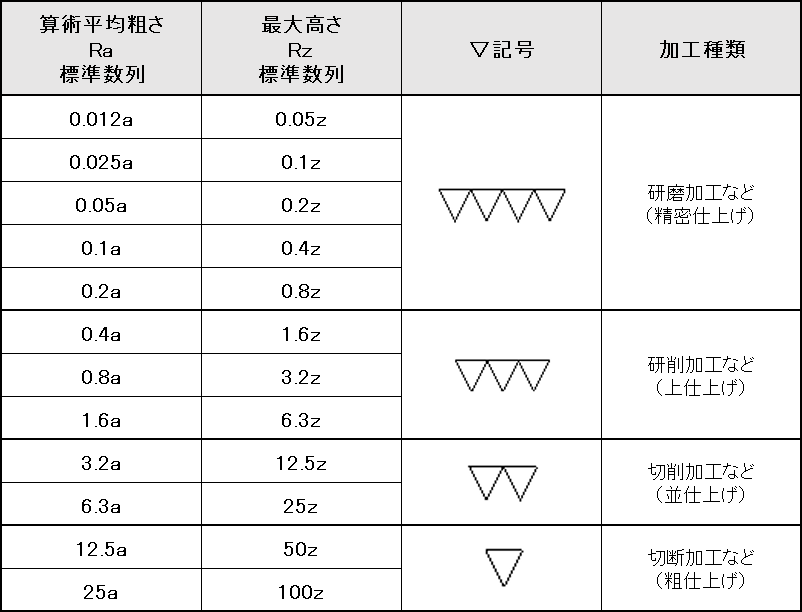
表の加工種類は目安であり、現在では工作機械や切削工具の進歩によって切削加工でもRa1.6以下で加工する事ができます。特に旋削は機械加工の中でも表面粗さを出しやすい加工方法で、被削材にもよりますがRa0.8のような表面粗さにすることもできます。
また、スパロールやバニシングツールなどの金属の表面を押し均す加工工具を用いることで、切削加工と同時に表面粗さを向上することも可能になってきています。
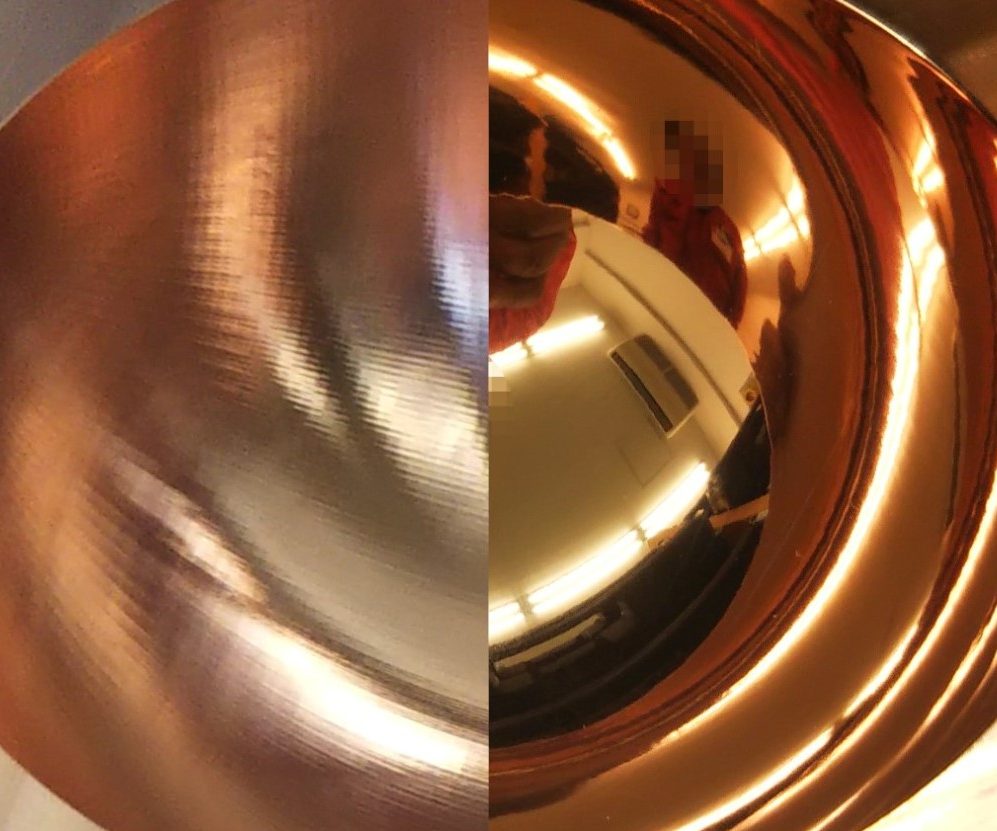
金属の表面性状の精度を突き詰めていくと鏡のようにピカピカな鏡面仕上げと呼ばれる表面になり、表面粗さとしてはRz0.05~Rz 0.2になっています。機械加工では表面粗さを達成できていたとしても、熱や回転による主軸長の変位や駆動の振動などが影響するので、充分な表面性状を達成するには特殊な加工法や設備が必要になります。よく行われるのは、形状加工後のバフ研磨などの工程で施す鏡面仕上げですが、やはり難易度の高い加工になります。
まとめ
・表面粗さは表面性状の凹凸の大きさを数値として表した記号です。
・切削加工ではRa、Rzがよく使われます。また旧JISの▽記号も未だによく見られます。
当社の表面加工VA/VE事例
球面加工における鏡面仕上げ工法

マシニング加工により球面穴の加工を行うが材質がベリリウム銅で柔らかくボールエンドミルで加工するが面粗さでR......
関連記事
-

【図表で解説】切削加工における加工硬化とは
発行日:2026年1月27日 切削加工において加工硬化を正しく理解する重要性 切削加工の現場では、「工具寿命が極端に短い」「条件を変えても工具寿命が改善しない」「仕上げ面が安定しない」といった悩みが日常的に発生します。…
- 加工技術
- 基礎知識
-
公差の基礎を解説!ものづくりの“ちょうどよさ”を考える
発行日:2025年11月21日 公差とは ものづくりの現場では、「図面どおりに作る」ことが基本です。しかし実際には、温度変化や工具の摩耗、機械の精度、作業環境などの様々な影響で、寸法を完全に一致させることは不可能です。…
- コストダウン
- 設計
- 基礎知識
-

鉄と鋼(はがね)のちがいって?特徴や材料規格について解説!
発行日:2025年10月24日 鉄と鋼(はがね)のちがい 「鉄」と「鋼(はがね)」という言葉はよく耳にしますが、「鉄と鋼って同じじゃないの?」と思ったことはありませんか? 実は、この二つにははっきりとした違いがあります…
- 材料・材質
- 基礎知識