
技術コラム
切削工具の材質について

切削工具の材質について
NC旋盤やマシニングセンタといったNC工作機械では、正面フライスやエンドミル、ドリルやバイトなどの切削工具を用いて切削加工を行います。この切削工具には様々な材質が使われており、加工用途や切削能力が変わります。そのため、被削材質や加工方法によって使い分けが必要になってきます。
今回は切削工具の材質の種類を大まかに解説していきます。
切削工具の硬さとねばり
切削工具には”硬度”と”靭性”という特徴があります。材質によってこの特徴の強さが違い、向いている加工方法が変わってきます。
硬度(工具の硬さ)・・・
工具の硬さは硬度によって表され、硬度が高くなるほど硬い材質になります。
硬い工具ほど摩耗に強く、切れ味が良いのが特徴です。
一方で脆く、衝撃に対しては弱いのでチッピング(欠け)には注意が必要です。
このような特徴から、硬度の高い工具は高速、軽切削の加工方法に向いています。
靭性(工具のねばり強さ)・・・
工具のねばり強さは靭性と言います。靭性が高いほど、衝撃や振動に強く欠けにくい切削工具になります。一方で摩耗が速い傾向の工具になります。
靭性の高い工具は衝撃や振動に強いという特徴から荒加工のような重切削や断続切削に向いています。
上記の”硬度”と”靭性”はトレードオフの関係であり、どちらかが高いともう一方は低くなる傾向があります。代表的な工具材質は以下のような関係になります。
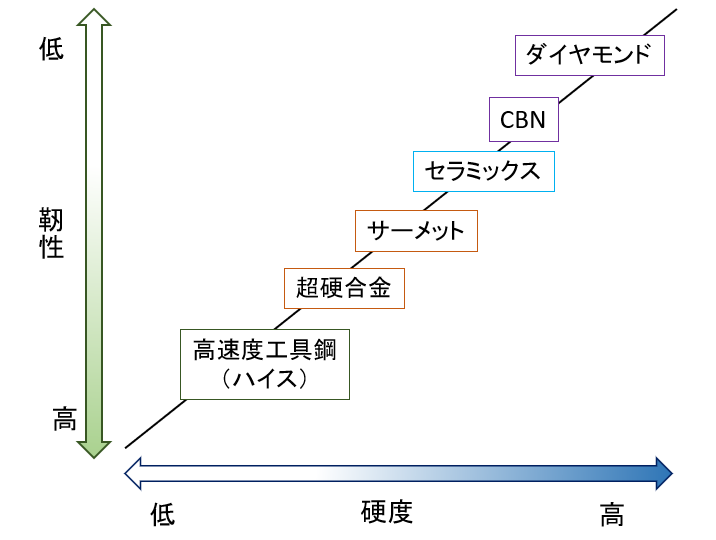
工具材質の“硬度”、“靭性”の他の特徴については、次項で説明していきます。
切削工具材質の種類
高速度工具鋼(ハイス)
高速度工具鋼は鋼にクロムやタングステンなどを加えた”SKH”の記号が付いている材質です。靭性が高く、工具の加工がしやすいため工具材質として汎用的に使われています。
鋼の中では耐熱性が高く、高速加工にも対応できるためハイス(ハイスピード鋼)と呼ばれます。しかしながら、刃先の温度が600℃以上になると急激に硬度が低下する工具なので、この後に紹介する工具よりも低速度の加工になります。
超硬合金
超硬合金は金属炭化物と金属を粉末冶金で焼き固めた材質です。
切削工具としての超硬合金というと一般的にはタングステンカーバイトとコバルトを主成分とするWC-Co合金になります。硬度が高く、耐熱性に優れるため(800℃-以上)、高速加工に向いている材質で、切削加工で使われる工具材質としては最もポピュラーなものです。
また、摩耗性の向上や被削材の溶着防止など様々な目的で、コーティングを施してある”コーデット超硬工具”が一般的には使われています。
サーメット
サーメットは超硬合金の一種で、炭化チタンや窒化チタンとニッケルやコバルトを粉末焼結した材料をサーメットと呼びます。
超硬合金と比べ、硬度と耐熱性に優れていますが、靭性は低く、欠けやすいので重切削には向きません。
その他の特徴として、鉄との親和性が低く、溶着しにくいという特徴があります。そのため鉄系の被削材の仕上げ加工に向いており、光沢のある仕上げ面に加工することができます。
またサーメットも超硬合金と同じく、コーティングを施されたものが一般的に使われています。
セラミックス工具
セラミックス工具はセラミックを粉末冶金で成形して作られています。
耐熱温度が1000℃以上と高く、周速500~1000m/minといった超高速加工でも使う事ができ、このような加工の際には工具が赤熱し、切削油の使用で急激な温度差が出てしまうと工具が破損してしまうため、ドライ加工やセミドライ加工での加工を行います。
用途としては焼入れ鋼や耐熱合金の加工によく使われます。
CBN工具
CBNは立方晶炭化ケイ素(Cubic Boron Nitride)の頭文字をとった名前の材質で、粉末冶金により作られています。
ダイヤモンドに次ぐ硬度を持っており、尚且つ耐熱性が1300℃と高く、鉄系金属との反応性が低いので、主に鉄系や高硬度材に用いられます。
ダイヤモンド工具
ダイヤモンドは切削工具に用いられる材質の中で最も硬度の高い材質です。
しかしながら、耐熱温度が600℃と低く(約600℃で黒鉛化、700℃で酸化が始まり、800℃で炭化し硬度が下がる)、鉄と化学反応を起こし刃先が減ってしまうため、鉄鋼材料の切削加工では使用しません。主な用途としては非鉄金属の仕上げ加工となります。
ダイヤモンド工具には大きく分けて、単結晶ダイヤモンド工具と多結晶ダイヤモンド工具があります。
単結晶ダイヤモンドは単結晶の人工ダイヤモンドから作られており、非常に鋭利な刃先にする事ができます。この工具では僅かな切込量でしか加工できませんが、アルミの高精度面の加工や鏡面加工を行う事ができます。
多結晶ダイヤモンドは人工ダイヤモンドの粉末から作られており、単結晶ダイヤモンドと比べ鋭利な刃先は作れませんが、靭性は高くなるので扱いは容易になります。
主にアルミの仕上げ加工に用いられます。
まとめ
・切削加工で使われる切削工具の特徴として“硬度”と”靭性”があり、どちらが高いかで大まかに向いている加工方法が決まる。
・切削工具の材質には様々な種類があり、被削材や加工方法によって適切なものを選ぶ必要がある。
関連記事
-

【図表で解説】析出硬化について簡単に解説!
析出とは 析出(せきしゅつ) 析出とは、一般的には固体以外の状態にある物質が固体として現れる現象の事をいい、主に溶液から溶質の物質が冷却や濃縮によって固体として現れる現象です。(例;食塩水を冷やしたり、蒸発させることに…
- 基礎知識
- 材料・材質
-
IoTを製造工場に導入すると?生産改善点を見える化した事例をご紹介します!
IoTを利用した稼働情報収集システム活用の紹介 佐渡精密では2021年にIoT(Internet of Things)を利用した加工機の稼働情報収集システムを開発しました。運用開始から3年ほど経ちますが、今では工場のほ…
- 基礎知識
-
【例題あり】工作機械の主軸特性とは?ポイントを図表で解説!
機械の主軸性能 工作機械における主軸性能は、工具選定や切削条件の最適化に重要となる要素です。 切削負荷が大きい加工で主軸に負荷がかかり機械が停止したり、逆に性能を活かしきれていないまま非効率な切削条件で加工してしまって…
- 基礎知識
- 加工技術