
VA/VE事例
使用工具のサイズアップでコストダウン
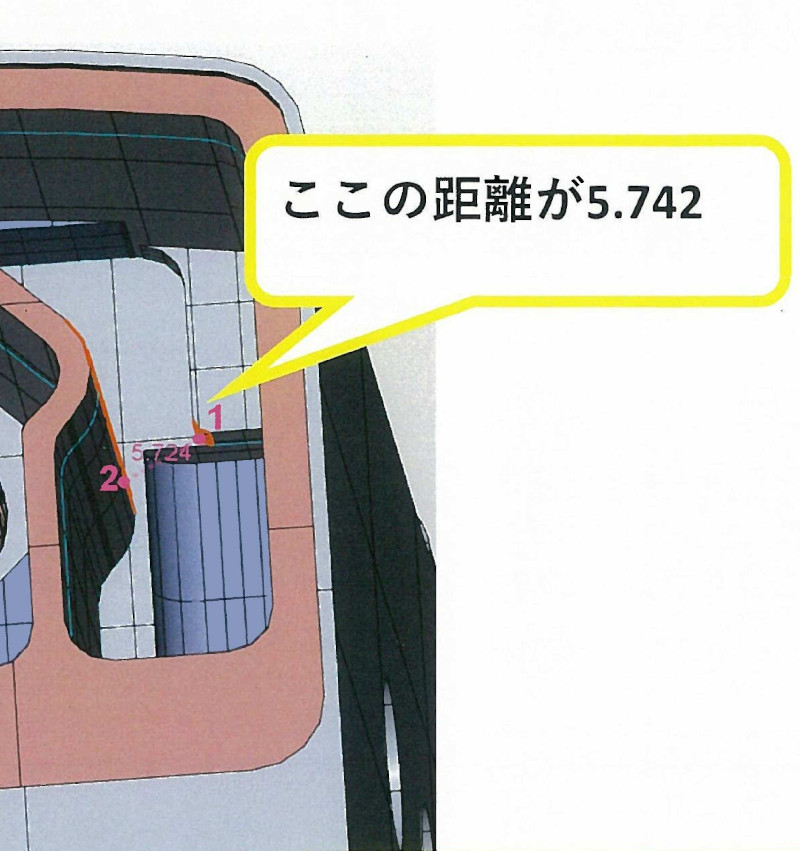
BEFORE
エンドミルで掘り下げる加工箇所の幅が最小で5.742mmの為、Φ6以上のエンドミルは使用できません。
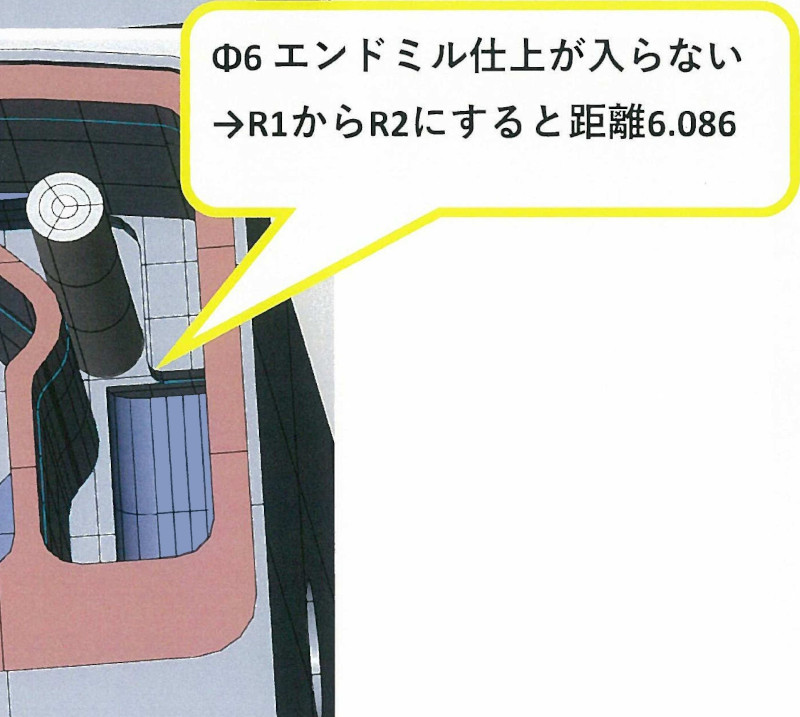
AFTER
角部RのサイズをR1からR2にすることで、最小幅寸法が6.086mmに広がり、Φ6エンドミルでの加工を可能にし、加工時間の短縮につなげられます。
POINT
エンドミル加工する際、より大きなサイズの工具を使用する事が出来れば加工時間短縮につながります。機能に影響のない箇所の形状変更をご提案して、工具選定し直す事で結果的にコストダウン、納期短縮が可能となります。